
Overview
Automatic Coal Feeder
The ACF is a motor-driven coal feeder that dispenses fuel at a controlled, continuous rate into brick kiln portholes, replacing the irregular, hand-shoveled batches that cause incomplete combustion and particulate spikes. The Stanford and Bangladesh University of Engineering and Technology collaboration has developed the concept over six years. Our AY26 charge was not to invent the machine but to make 100 of them possible: redesign for manufacturability, cut cost by 35%, and reduce assembly time enough to build 10 units per week in Bangladesh.

The Problem
Bangladesh recorded the highest average particulate pollution in the world in 2023, roughly 16× the WHO guideline. The brick sector is the dominant source: ~23 billion bricks per year, thousands of fixed-chimney kilns, all fed by hand.
The root mechanism is operator practice. Firemen shovel coal in batches every 15 to 20 minutes. Each large, irregular charge momentarily smothers the flame, drives combustion into oxygen-poor conditions, then cycles back to reignition, generating black carbon and CO with every feeding. A randomized controlled trial (Brooks et al., Science 2025) confirmed that more uniform fuel delivery reduces emissions by at least 43% without changing the kiln. The ACF operationalizes that finding.
How It Works
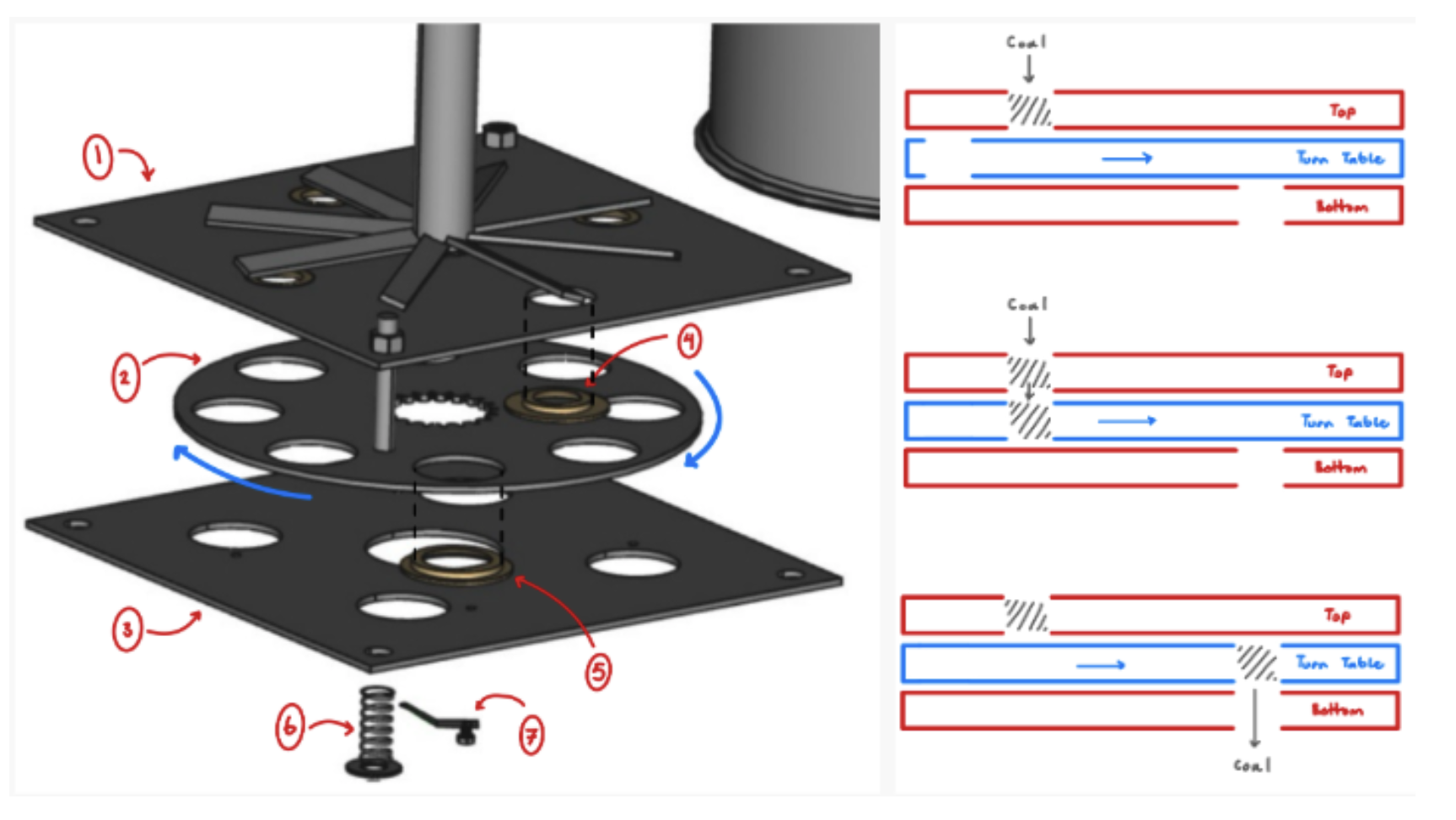
A 55-gallon steel drum acts as the hopper. A motor drives a vertical shaft, rotating a central turntable sandwiched between two fixed plates. The turntable's eight pockets capture coal from the top plate's four inlet holes, carry it 45° around, then drop it through the bottom plate's four outlet holes, delivering eight discrete, metered charges per revolution across four kiln portholes. Plate speed sets feed rate; at 2 RPM the mechanism delivers ~5 g/s per outlet.
Design Challenge
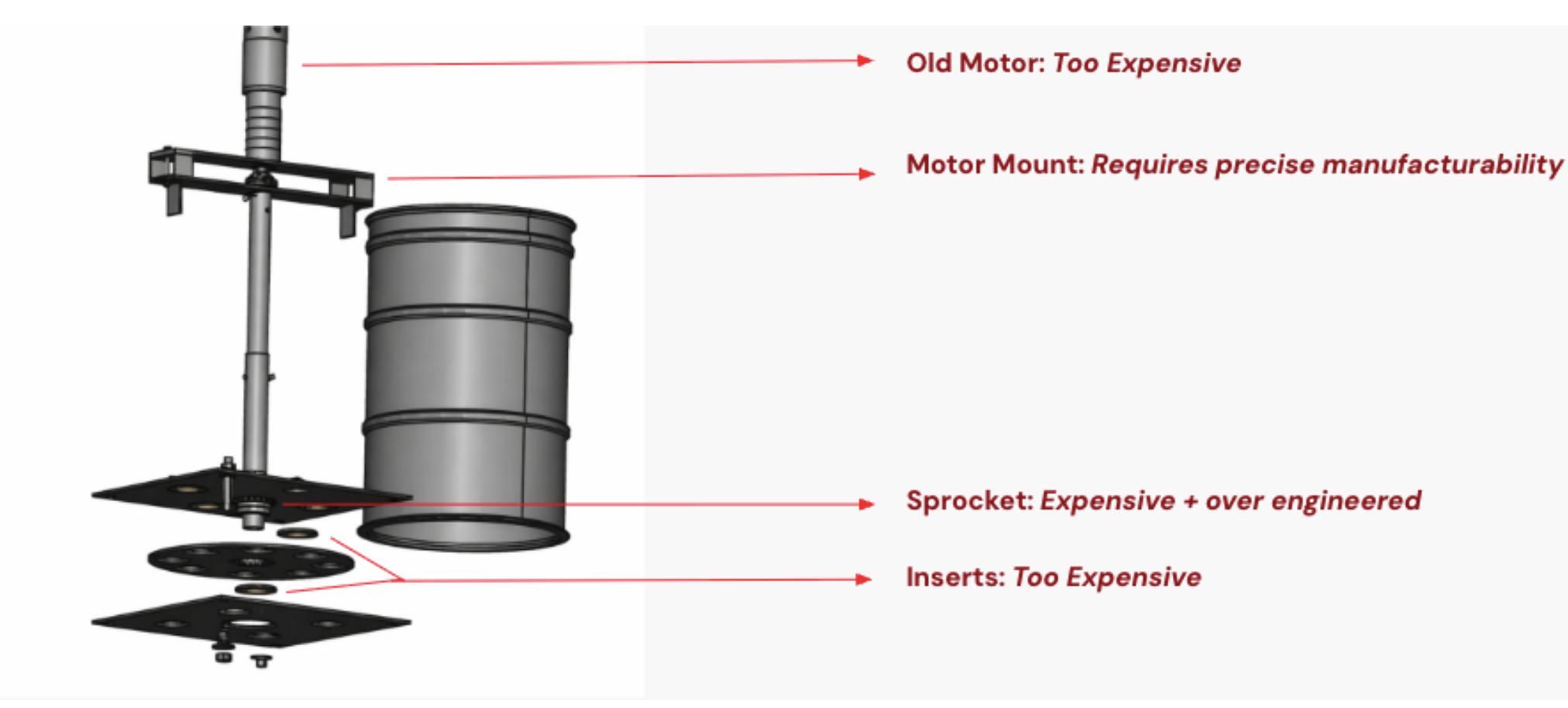
The previous prototype worked. It just couldn't be built 100 times. Four subsystems drove the cost and manufacturability problems: an oversized motor consuming more than 50% of total BOM, a motor mount requiring precise weld geometry on an inherently imprecise drum surface, a specialty sprocket that was expensive and over-specified, and all-brass inserts that used costly material throughout a part that only needed it at the sliding contact surface.
The Redesign
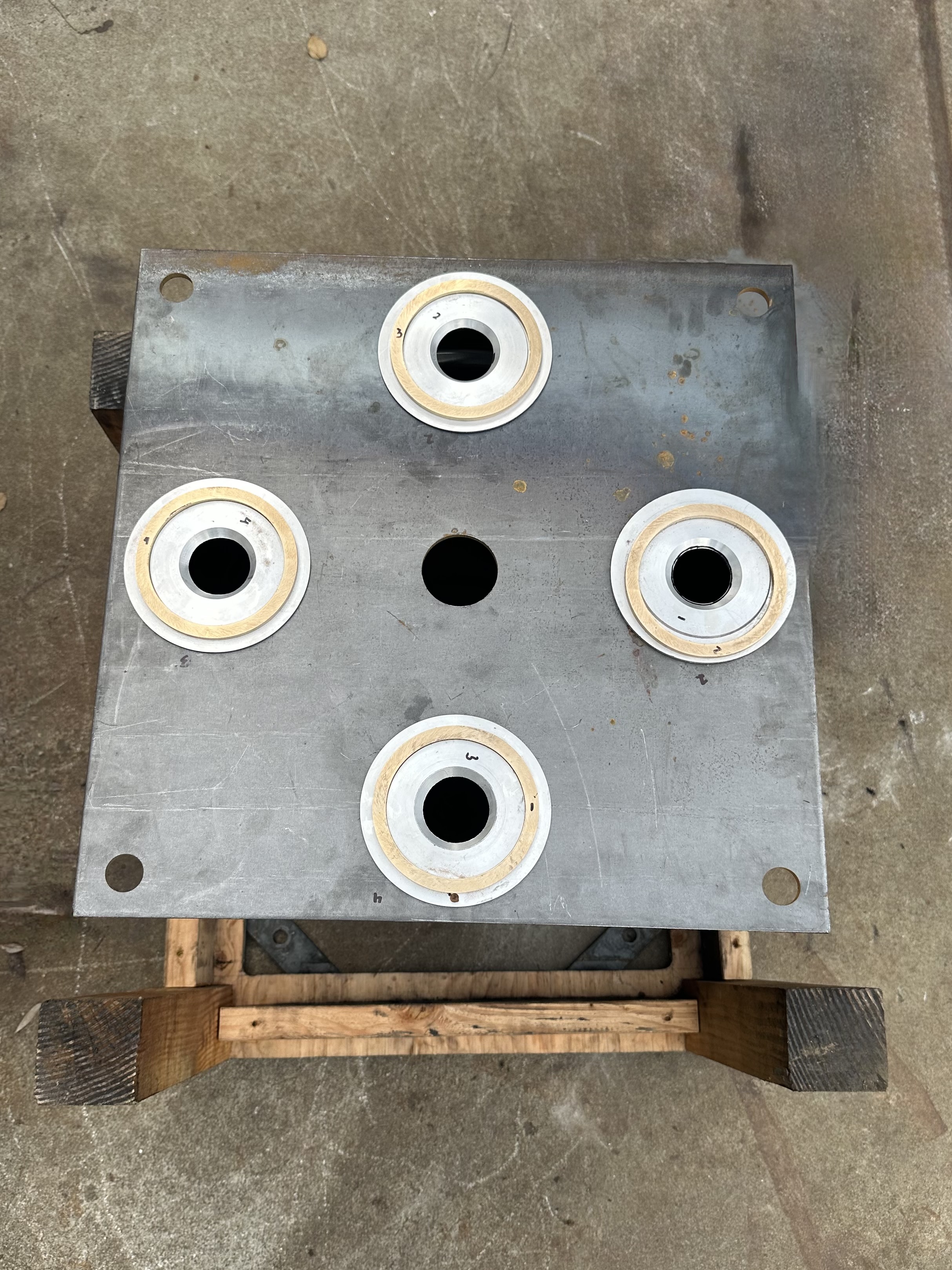
All-brass inserts replaced with a hybrid aluminum + bronze system. The aluminum body defines the pocket geometry and drafted 55° sidewalls that let coal fall free; a thin bronze ring sits only at the sliding contact surface where wear accumulates. This concentrates expensive material where it matters and makes the wear surface a planned replacement item rather than an uncontrolled failure mode. Archard's wear analysis projected 0.011″ of bronze loss over a full two-month season, well within the 0.15″ available. Insert cost down 37%.

The previous motor consumed more than half the total BOM. The AY26 drive unit pairs a 24 V, 200 W BLDC motor with an integrated 180:1 right-angle gearbox plus an additional 7:1 planetary reducer. Starting from 16.7 rpm and 60 N·m at the first stage, the combined unit delivers ~2.4 rpm and ~407 N·m at the shaft, a 180% margin above the 145 N·m worst-case requirement measured in summer 2025 testing. Drive unit cost down 52%.
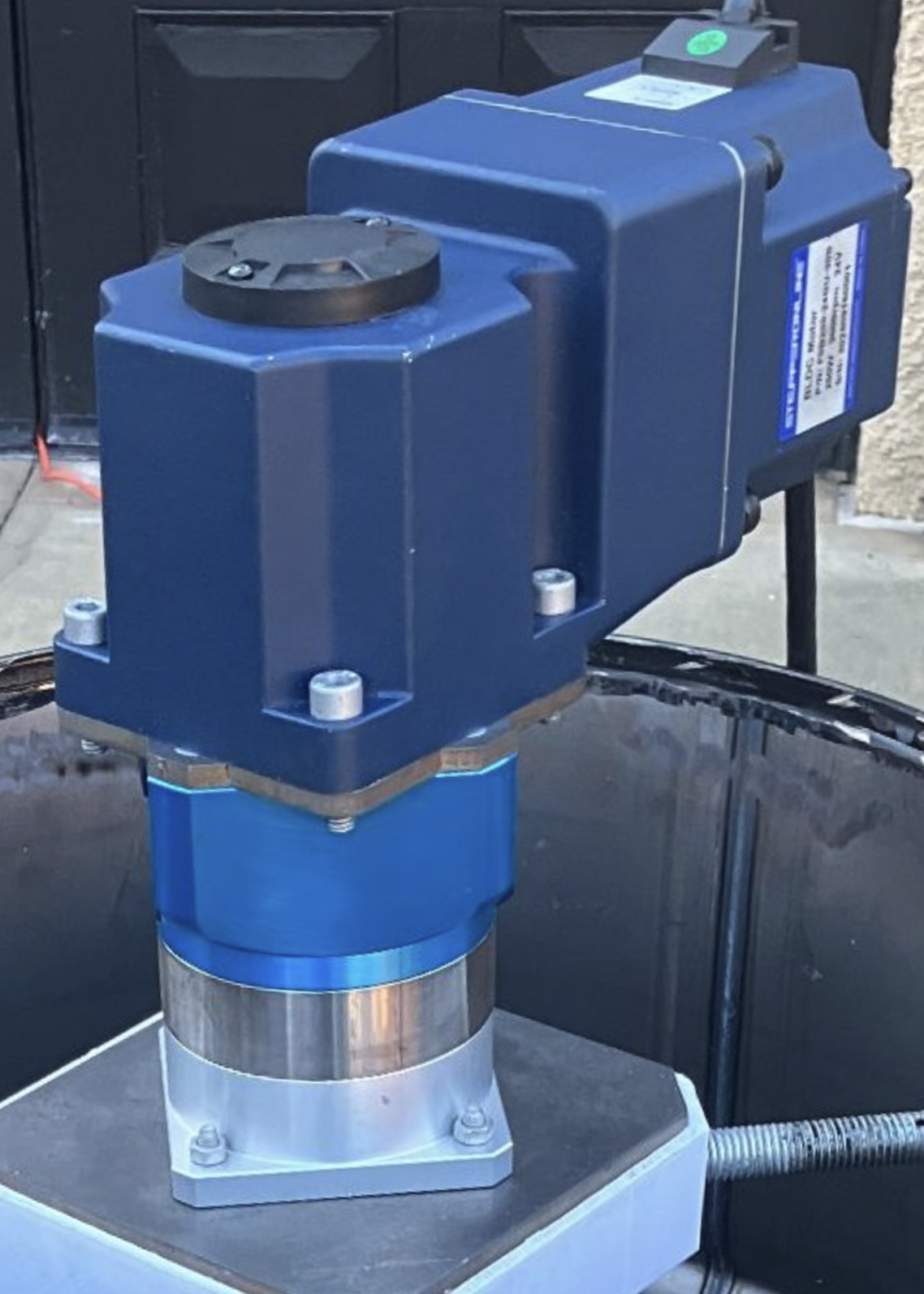
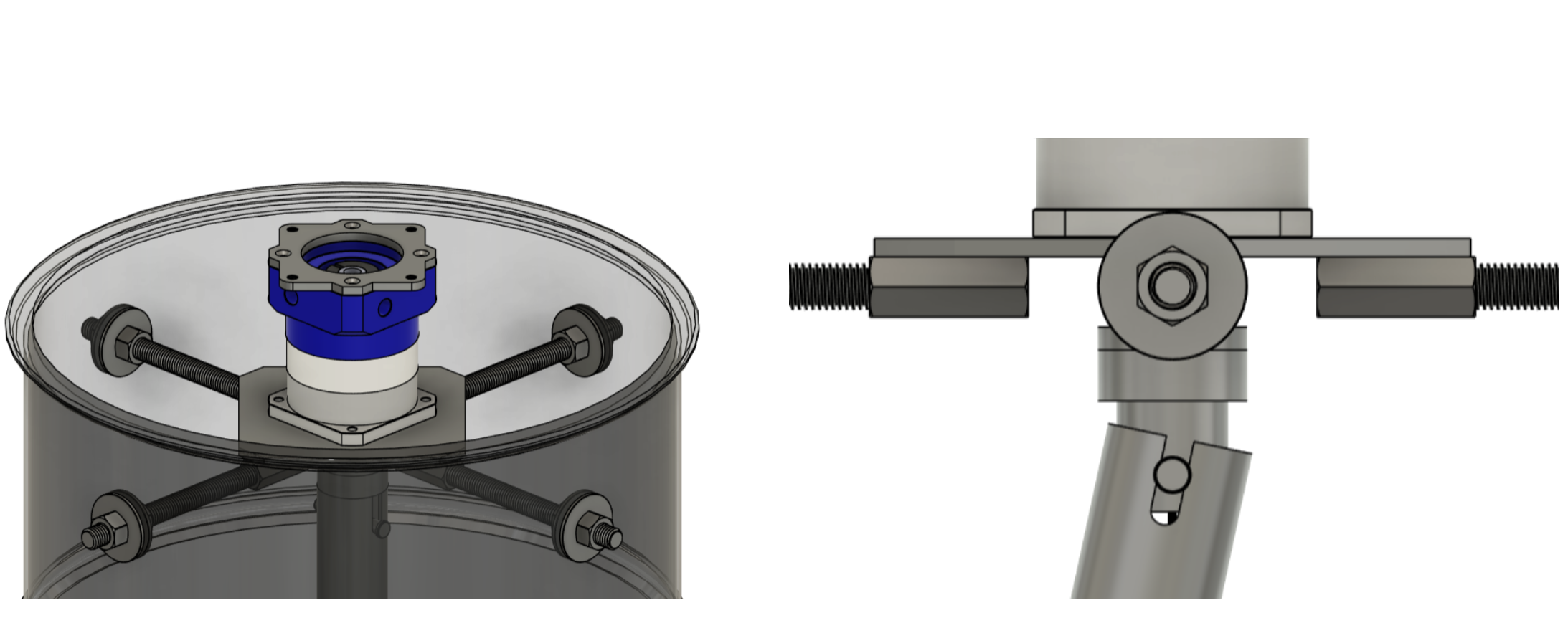
The previous mount bolted to welded flanges on the drum exterior, requiring precise weld geometry and shimming to compensate for the drum's imprecise surface. The new mount uses threaded rods through oversize holes in the drum wall, clamped with oversize washers and nuts. Holes are drillable in minutes with a hand tool, no welding required. A slotted universal joint between the motor output shaft and the vertical drive shaft absorbs residual angular and z-axis misalignment. Precise alignment is no longer necessary; alignment by eye with a hand level is sufficient.
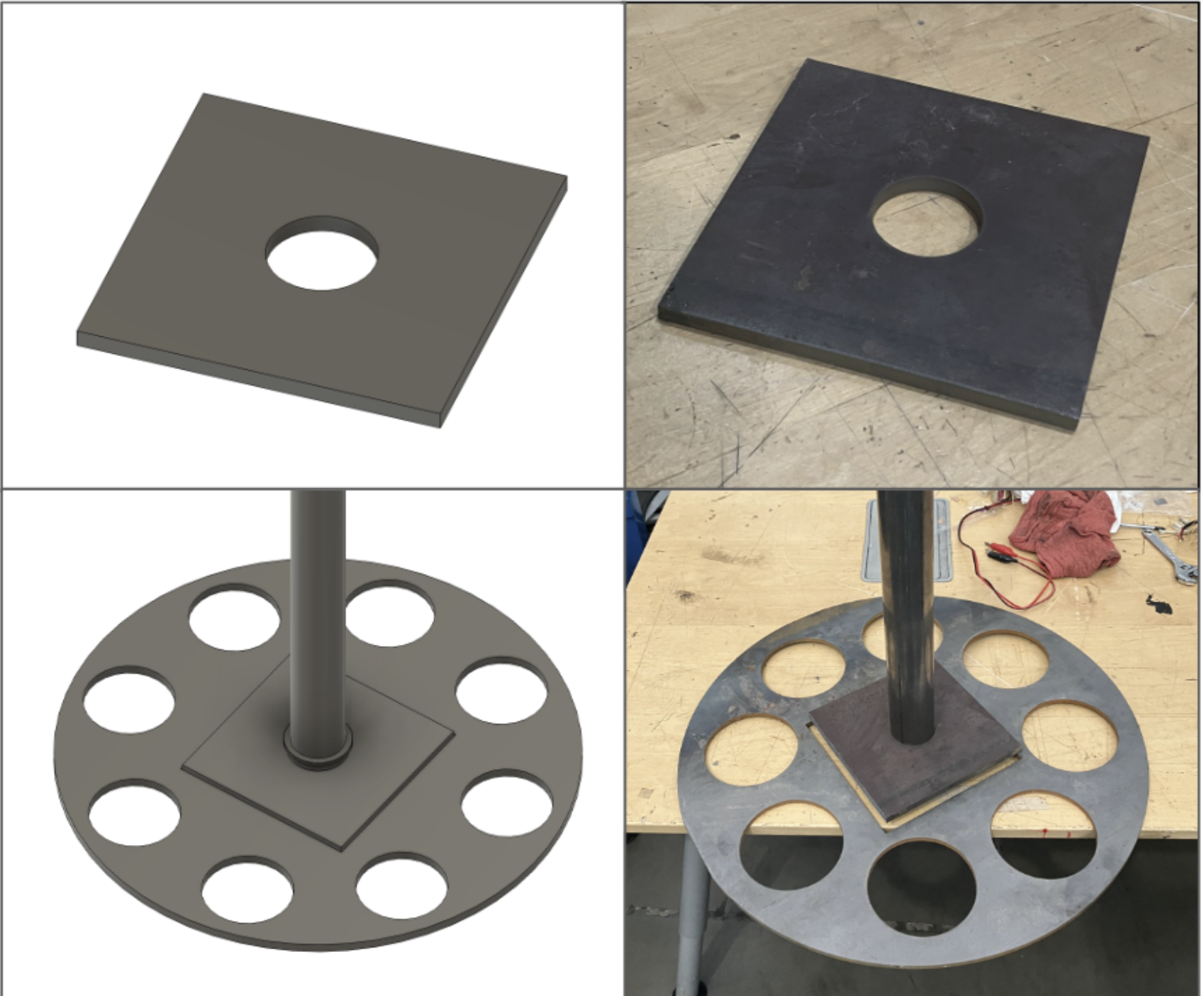
The original sprocket was a precision purchased component with complex 3D geometry. Its replacement is a 7″ × 7″ square of ⅜″ mild steel plate, waterjet-cut from flat stock, press-fit and welded to the shaft. Stress analysis (FoS 4.72 analytical; 3.57 FEA) and Archard's wear analysis (3.63% volume loss per season) both confirm adequate margin. The part can be laser-cut locally in Bangladesh. Cost reduction: $85 per unit, 78% down. Corners trimmed to 45° to clear the aluminum inserts, a field fix discovered during assembly.
Testing
18 kg of 15%-moisture coal was loaded and the motor commanded to 2 RPM. Four weighed collection buckets were placed under the outlets; the run completed without stalling or clogging. The mechanism was disassembled immediately after for wear and dust-intrusion inspection.

| Feed Rate | 5.55 g/s mean across 4 outlets (5.03 to 5.86 g/s range) · Requirement: 2 to 10 g/s ✓ |
| Cost | $1,646 BOM · 33% below previous prototype · Target was 35% |
| Assembly Time | 12 man-hours · Requirement: ≤16 man-hours ✓ |
| Drive Unit | 24 V 200 W BLDC · 180:1 + 7:1 planetary · ~407 N·m output · 180% torque margin |
| Operating Speed | 2.0 to 2.4 RPM at shaft |
| Coal Condition | 15% moisture (field condition) |
| Bronze Wear (calc.) | 0.011″ over 2-month season · Limit: 0.15″ |
| Deployment Target | 100 units · October 2026 kiln season · Bangladesh |
